






What is metal 3D printing? The differences between SLM and DMLS

Metal 3D printing refers to a group of additive manufacturing processes that build metal parts layer by layer using fine metal powders. Two of the most common technologies are Selective Laser Melting (SLM) and Direct Metal Laser Sintering (DMLS), both part of the powder bed fusion family.
In these processes, a high-powered laser scans across a bed of metal powder, selectively fusing particles together to form solid layers. As each layer is completed, a new layer of powder is spread on top, and the process repeats until the part is fully built.

SLM vs. DMLS: What’s the Difference?
Technically, SLM and DMLS differ in how they fuse metal particles:
-
SLM fully melts the metal powder, typically using materials with a single melting point.
-
DMLS heats powders to fuse them at a molecular level and is often associated with metal alloys made of multiple elements.
However, for most end-users, this distinction has little practical impact. Both processes produce high-density, high-performance metal parts with similar mechanical properties and applications. As a result, SLM and DMLS are often used interchangeably in industry, and customers typically don’t need to choose between them based on material alone.
Applications and Scope
Both SLM and DMLS are widely used to produce end-use engineering components across industries. In this guide, the term metal 3D printing refers to both processes and focuses on the key principles engineers need to understand their advantages and limitations.
Other additive manufacturing technologies, such as Electron Beam Melting (EBM) and Ultrasonic Additive Manufacturing (UAM), can also produce dense metal parts, but their availability and applications are more limited, so they are not covered here.
DMLS is available from Protolabs. Get a quote for metal 3D printed parts via the Protolabs platform. Choose from various production-grade metals, including aluminum, stainless steel, Inconel and titanium.
Explore Metal 3D Printing Capabilities via ProtolabsHow does metal 3D printing work?
The fabrication process is similar for both SLM and DMLS.
-
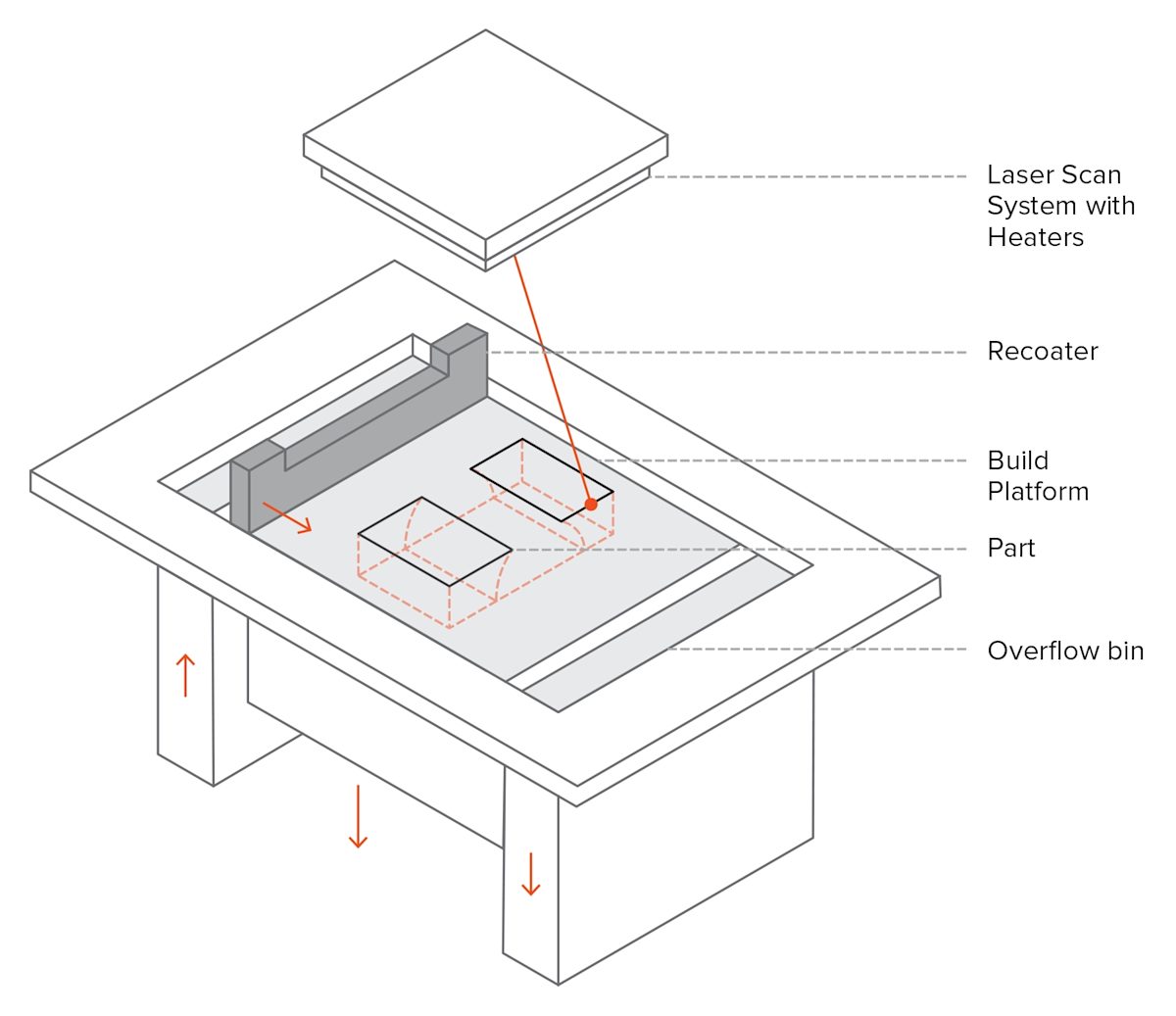
The build chamber is purged with inert gas, such as argon, to minimize oxidation and is heated to the target build temperature.
-
A thin layer of metal powder is spread over the build platform. A high power laser scans the cross section of the component, melting or fusing the powder to form a solid layer. The full cross section is scanned to build a fully solid part.
-
After each scan, the build platform lowers by one layer thickness and the recoater spreads a new layer of powder. The process repeats until the part is complete.
When the build finishes, parts are fully surrounded by loose powder. Unlike polymer powder bed fusion (such as SLS printing or MJF), the parts are attached to the build plate with support structures made from the same metal. Support is required to control warping and distortion caused by high processing temperatures.
After the build cools to room temperature, excess powder is removed. Parts are typically heat treated on the build plate to relieve residual stress. Components are then detached from the plate by cutting, machining, or wire EDM and are ready for use or further post processing.
Want to design better parts for 3D print manufacturing?
What are the characteristics of metal 3D printing? Get to know SLM & DMLS
SLM & DMLS printer parameters
In SLM and DMLS, most process parameters are defined by the machine manufacturer. Layer height typically ranges from 20 to 50 microns and depends on powder properties such as flowability, particle size distribution, and particle shape.
A common build size for metal systems is 250 x 150 x 150 mm, with larger platforms available up to 500 x 280 x 360 mm. Dimensional accuracy is approximately ±0.1 mm.
Metal printers support small batch manufacturing. Their throughput is closer to the batch capabilities of FDM or SLA than SLS because parts must be attached to the build plate, which restricts the usable area in the XY direction.
Powder reuse rates are high. Usually less than 5% is wasted. After each build, unused powder is collected, sieved, and replenished with fresh material to reach the required level for the next job.
Most waste comes from support structures. Supports are essential for successful builds but can increase material consumption and overall cost.

Layer adhesion
SLM and DMLS metal parts show near isotropic mechanical and thermal properties. As-printed porosity is typically 0.2 to 0.5 percent and is reduced to near zero after thermal processing.
Metal 3D printed parts often exhibit higher strength and hardness, and in some cases greater flexibility, than parts made with traditional methods. They are, however, more susceptible to fatigue.
For example, compare the mechanical properties of AlSi10Mg printed on EOS systems with the A360 die cast alloy. These materials have similar chemistries with high silicon and magnesium content. The printed parts show superior mechanical properties and higher hardness compared to the cast counterpart.
Because the feedstock is granular, the as-built surface roughness Ra is approximately 6 to 10 micrometers. This relatively high roughness contributes to lower fatigue strength.
| AlSi10Mg (3D printing alloy) | A360 (Die cast alloy) | |
|---|---|---|
| Yield Strength (0.2% strain) * | XY: 230 MPa Z: 230 MPa | 165 MPa |
| __Tensile Strength * __ | XY: 345 MPa Z: 350 MPa | 317 MPa |
| __Modulus * __ | XY: 70 GPa Z: 60 GPa | 71 GPa |
| __Elongation at break * __ | XY: 12% Z: 11% | 3.5% |
| __Hardness ** __ | 119 HBW | 75 HBW |
| __Fatigue Strength ± __ | 97 MPa | 124 MPa |
*Heat treated: annealed at 300 degrees Celsius for 2 hours ± Tested on as-built samples
Support structures & part orientation
Support structures are required in metal powder bed fusion processes due to the high temperatures involved. While they do help anchor parts and support overhangs, their primary role goes beyond simply counteracting gravity.
In metal 3D printing, support structures, typically built in a lattice pattern, serve three key functions:
-
Provide a foundation for each new layer during the build process
-
Anchor the part to the build plate to reduce distortion and warping
-
Act as heat sinks, pulling heat away from the part to control cooling and minimize thermal stress
This heat transfer function is critical. Without supports drawing heat away, uneven cooling can lead to significant residual stresses, distortion, or even build failure. Because metal parts are processed at such high temperatures, these supports are often dense and strongly bonded, making their removal much more labor-intensive and costly compared to plastic 3D printing.
Parts are often oriented at an angle to reduce warping and align strength with critical load directions. However, this increases the need for support structures, which in turn raises build time, material usage, and overall cost.
Warping can also be reduced using randomized scan patterns. This approach distributes residual stresses more evenly, preventing buildup in a single direction and resulting in a characteristic surface texture.
Given the high cost of metal 3D printing, simulation tools are commonly used to predict part behavior during the build. Additionally, topology optimization can improve mechanical performance, reduce the need for supports, and lower the risk of warping.

Hollow sections & lightweight structures
Unlike polymer powder bed fusion processes such as SLS, large hollow sections are less common in metal 3D printing because internal support structures cannot be easily removed. However, internal cavities remain a key advantage, and often the “holy grail”, of metal additive manufacturing when designed correctly.
A critical consideration is powder removal. Unfused metal powder can become trapped inside enclosed cavities, adding unnecessary weight and cost. To avoid this, parts must include drainage holes that allow powder to be removed after printing.
For internal channels larger than Ø 8 mm, diamond or teardrop cross-sections are preferred over circular ones, as they reduce or eliminate the need for internal supports. More design guidelines on SLM and DMLS can be found in this article.
As an alternative to fully hollow sections, parts can be designed with skin and core structures. These regions are processed using different laser parameters, resulting in varied material properties. This approach is especially useful for large solid sections, as it reduces print time, minimizes warping risk, and maintains structural integrity with good surface quality.
Lattice structures are also widely used to reduce weight while maintaining strength. Additionally, topology optimization can help generate efficient, lightweight geometries that take full advantage of metal 3D printing capabilities.
What are the common materials for 3D metal printing?
Metal powder is expensive. For example, stainless steel 316L powder typically costs about $350 to $450 per kilogram. Minimizing part volume and support requirements helps control cost.
A key strength of metal 3D printing is compatibility with high strength materials, including nickel and cobalt chrome superalloys that are difficult to process with traditional methods. Cost and time can be reduced by printing a near net shape and then post processing to achieve the required surface finish.
| Material | Key properties |
|---|---|
| Aluminium alloys | Good mechanical & thermal properties; Low density; Good electrical conductivity; Low hardness |
| Stainless steel & tool steel | High wear resistance; Great hardness; Good ductility and weldability |
| Titanium alloys | Corrosion resistance; Excellent strength-to-weight ratio; Low thermal expansion; Biocompatible |
| Cobalt-Chrome superalloys | Excellent wear & corrosion resistance; Great properties at elevated temperatures; Very high hardness; Biocompatible |
| Nickel superalloys (Inconel) | Excellent mechanical properties; High corrosion resistance; Temperature resistant up to 1200 degrees Celsius; Used in extreme environments |
| Precious metals | Used in jewelry making; Not widely available |
Post-processing methods for metal 3D printing
Post-processing is essential in metal 3D printing to improve mechanical properties, dimensional accuracy, and surface finish of SLM and DMLS parts used in engineering applications.
Required steps include removing loose powder and support structures. Before parts can be removed from the build plate, thermal stress relief (heat treatment) is mandatory. This step reduces residual stresses generated during the high-temperature build process and prevents part distortion or cracking.
Because of this, lead times for metal 3D printing are longer than for polymer processes—not just due to print time, but also the additional “oven time” required for heat treatment.
After stress relief, parts are separated from the build plate and supports are removed. Additional post-processing steps may include:
-
CNC machining for dimension-critical features such as holes and threads
-
Media blasting, polishing, or micro-machining to improve surface finish
-
Metal plating or other surface treatments to enhance performance, including fatigue strength
These steps ensure that metal 3D printed parts meet the performance and quality requirements for end-use applications.

What are the benefits & limitations of metal 3D printing?
Here are the key advantages and disadvantages of metal 3D printing processes:
-
Metal 3D printing can produce complex, custom parts with geometries that traditional manufacturing cannot achieve.
-
Parts can be topologically optimized to improve performance while reducing weight and part count in an assembly.
-
Printed parts offer excellent mechanical properties, and the material range includes difficult-to-process superalloys.
-
Material and manufacturing costs are high, so these processes are not suitable for parts that can be made economically with conventional methods.
-
Build size is limited because precise process control and stable conditions are required.
Existing designs may not be suitable for metal 3D printing and may need modification. The main characteristics of SLM and DMLS systems are summarized in the table below.
| Metal 3D printing (SLM / DMLS) | |
|---|---|
| __Materials __ | Metals & metal alloys (aluminum, steel, titanium) |
| Dimensional accuracy | ± 0.1 mm |
| Typical build size | 250 x 150 x 150 mm (up to up to 500 x 280 x 360 mm) |
| Common layer thickness | 20 – 50 μm |
| __Support structures __ | Always required |

Frequently asked questions
What can you manufacture with metal 3D printing?
Metal 3D printing is well suited to manufacturing complex, custom metal components that are difficult or cost prohibitive to produce with conventional processes.
Is metal 3D printing expensive?
Metal 3D printing is more expensive than most additive manufacturing processes. Stainless steel 316L powder can cost upwards of $450 per kilogram.
How do you reduce the cost of metal 3D printing?
Cost reduction centers on using less material and shortening build time. The key levers are minimizing part volume and designing to reduce or eliminate support structures where feasible.
What is metal 3D printing commonly used for?
Metal 3D printing is commonly used for prototyping in production-grade materials and for producing functional, end-use parts. It is also selected for manufacturing complex geometries and for consolidating multiple metal components into fewer parts within an assembly.
Are support structures required for metal 3D printing?
Yes. Support structures are required in metal 3D printing due to the high processing temperature. Supports are typically built in a lattice pattern.
What are the best alternatives for metal 3D printing?
Metal 3D printing produces complex, robust parts, but the cost can be high. For many complex geometries, 5-axis CNC machining is a strong alternative for engineers sourcing production parts.
Can you 3D print aluminum parts?
Yes. Aluminum is widely used in metal 3D printing due to its strength-to-weight ratio and strong thermal properties. Common applications include automotive, medical, and aerospace components.
Can you 3D print with stainless steel?
Yes. Stainless steel is used in SLM and DMLS to produce complex, strong parts, including larger geometries for engineering applications.
Does Protolabs Network offer metal 3D printing?
Protolabs Network does not offer metal 3D printing. Metal 3D printed parts are available through Protolabs.











